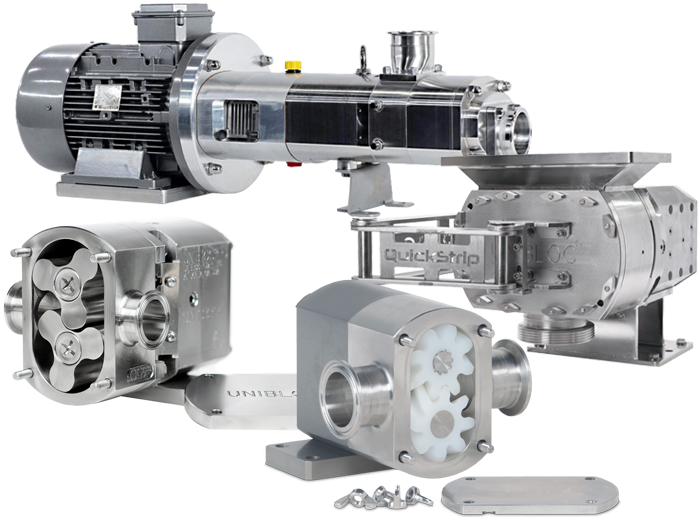
When it counts, count on Unibloc®.
Unibloc brand pumps provide exceptional craftsmanship and an uncompromising commitment to easy maintenance and high reliability. Unibloc’s precision-engineered hygienic pumps have been found in the most demanding applications in the food and beverage, meat and poultry, pharmaceutical, and other critical industries to take on the toughest jobs. Its patented designs provide customers with quick and simple, easy to clean-in-place (CIP) or clean-out-of-place (COP) pumps that fight downtime, achieve a lower cost of operation and meet deadlines with confidence.
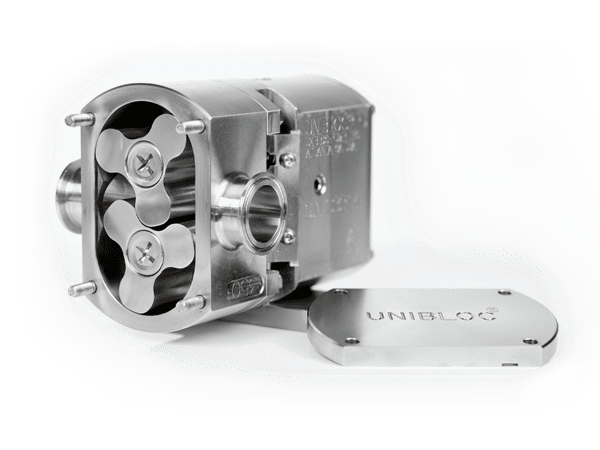
A fully machined gearbox at its core, this lobe pump sets the highest industry standards for performance, providing sanitary solutions for a variety of applications.

The gear pump is built to last, ensuring worry-free dependability and pinpoint precision. Unibloc's gear pumps are the premier choice for 3A sanitary applications.

Unibloc® Twin Screw Hygienic Pumps
Finally, a Twin Screw Hygienic pump that delivers what ordinary twin screw pumps can’t: Less downtime. Less complexity. More performance.

For restricted spaces and hygienic applications, the Unibloc® Compac® coupled pump solution is ideal. Offered in two versions – Compac Direct and Compac Flex – offering an innovative design, easy mounting, perfect pump motor alignment, smooth and quiet operation, and a small footprint.
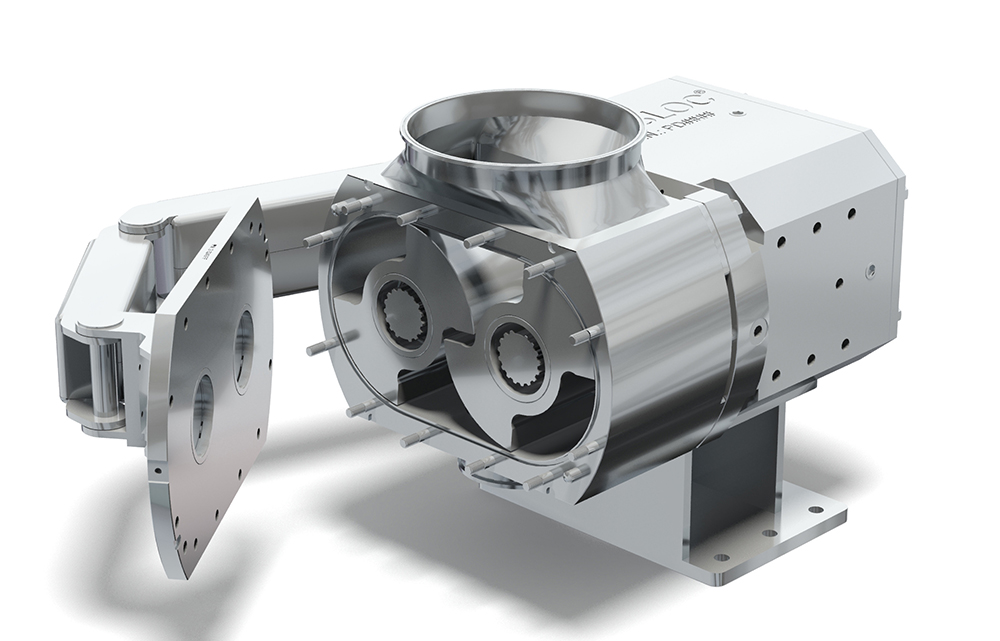
Looking for bigger and better? The Unibloc® UltraLobe™ FoodFirst® 700 Series Pumps answer that quest with a lobe pump that possesses all the qualities of our popular QuickStrip® FoodFirst 600 Series—and delivers more. Double or triple your throughput in a similar footprint to the 600 series. Maximize the ROI of every square foot of your plant space while preserving safety

Pumping tasks are simplified and streamlined thanks to our unique pumping solution. The compact, tabletop design of every LABTOP includes a Unibloc pump, motor, and controller housed in a stainless-steel canopy with bi-directional flow for added versatility.

The Unibloc transport oil cooler is a safe, robust centrifugal fan designed for maximum performance during the long haul.
Looking to quickly compare the features and benefits of different pump styles, to find the right one for your application? The Unibloc comparison chart is a great place to start.
Hygienic Pump Comparison Chart
Precision Engineered for the Toughest Hygienic Pumping Jobs
Unibloc brand pumps have defined quality in positive displacement pumps with innovations that have quickly become industry standards in demanding food and hygienic applications:
- Seamless pump housings fully machined from solid steel
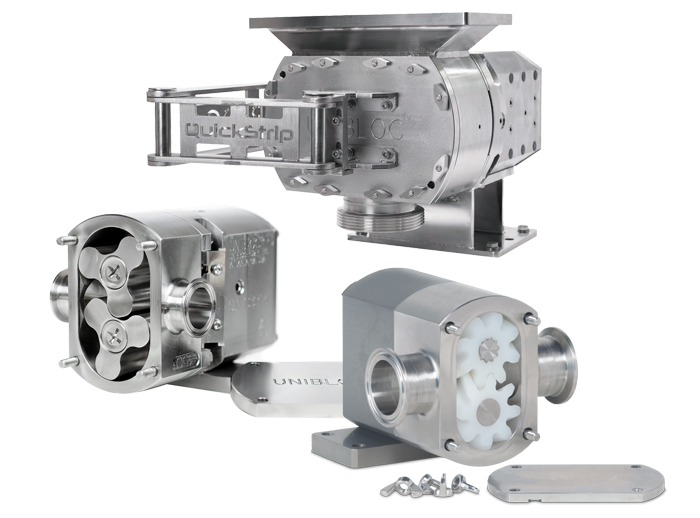
- QuickStrip® – tool-free disassembly and one-way re-assembly
- FoodFirst pump designs that feature the industry’s first patented Safety Swing Arm
Quick Links
Frequently Asked Questions
Unibloc® pumps deliver flow rates ranging from 5 to 1,200 gallons per minute, depending on the model and series selected. The maximum flow rate of a Unibloc pump depends on the specific application, involving factors such as product viscosity, temperature, and internal friction of the system. Flow rate capabilities vary by pump type: our gear pumps excel in lower, controlled flows, while our Unibloc rotary lobe pumps provide high-volume transfer, even for delicate items like strawberries or large items such as chicken breasts. Our engineering team can help you select the right Unibloc pump configuration to match your exact flow rate needs while lowering your total cost of ownership.
Calculating the maximum flow rate of a Unibloc pump involves understanding displacement volume and operating speed. Start by identifying your pump's displacement per revolution, which is specified in our technical documentation for each model. Multiply this displacement by the maximum recommended RPM for your pump series to determine the theoretical maximum flow. However, actual flow rates depend on several factors: product viscosity, system pressure, temperature, and suction conditions, all of which affect performance. For viscous products, flow rates may decrease as the pump works against greater resistance. Our engineering team recommends operating Unibloc pumps within 80-85% of maximum capacity for optimal efficiency and longevity. This approach balances productivity with reduced wear on components.
Contact our application engineers with your specific product characteristics and processing requirements, and we'll calculate the ideal flow rate and pump configuration for your operation, ensuring reliable performance and minimizing total cost of ownership.
The total cost of ownership for Unibloc pumps is significantly lower than competitive alternatives, thanks to our QuickStrip® technology. While initial purchase price matters, smart operators also consider maintenance costs, downtime expenses, energy consumption, and service life. Our patented QuickStrip design reduces maintenance time by up to 67%—technicians can strip and clean a lobe pump in 20 minutes versus an hour for traditional designs. Tool-free disassembly and one-way reassembly eliminate costly errors and speed up cleaning cycles. Our Safety Swing Arm reduces injury risk and workers’ compensation costs. Fewer parts mean fewer replacements and lower inventory costs. When downtime may cost thousands of dollars per hour, Unibloc pumps’ proven reliability and cost-saving design deliver substantial TCO savings that far exceed any initial price difference.







To help food processors meet consumer demands, MP Equipment, Gainesville, GA, provides automated breading and batter coating equipment to the meat, poultry, seafood, and alternative protein processing industry.

Food processors are challenged to find pumps that meet their requirements for hygienic concerns, ease-of-maintenance and high temperatures. Read how this automated frying equipment OEM solved all of those issues.
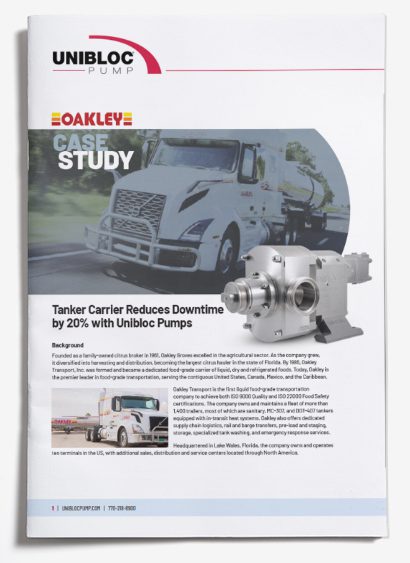
Oakley Transport solves seal and pump failure issues with Unibloc pumps - keeping this hauler of liquid food-grade cargo on the road.
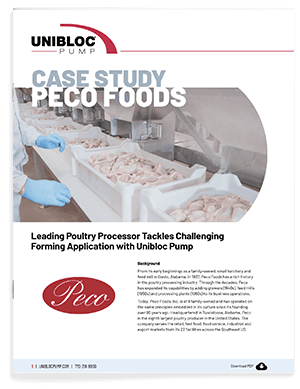
The QuickStrip FoodFirst pump increased uptime and reduced potential foreign material issues in an application no other pump could handle.
From the Blog
View BlogChallenging Pump Applications, Meet Your Match
The ultimate guide to knowing when to use twin screw pump technology —don’t let viscosity slow you down
Read Blog6 Ways to Keep Hygienic Pumps Running Strong
Stop losing sleep over pump downtime, seal leaks, and maintenance headaches with these proven pump longevity strategies. The pressure is real—and it's not just in your pipes. Picture this: It's 2 AM, and your phone rings. Another pump leak. Another line shutdown. Another night of scrambling to keep production on track while costs spiral and your team burns out. Sound familiar?
Read BlogUnibloc® CleanPlus™ Industrial Pumps Are Lobe at First Sight
In the world of cosmetic, personal care, pharmaceutical, and chemical product processing, finding the perfect pump can feel like searching for your soulmate—you'll know it when you see it. Most industrial pumps demand constant attention, causing heartbreak when they inevitably let you down. At Unibloc® Hygienic Technologies, we've been listening. Introducing Unibloc® CleanPlus: a relationship designed to last, eliminate drama, and deliver the reliability you’ve been searching for. Our Unibloc CleanPlus line of hygienic lobe pumps offers smooth, dependable performance that keeps your operation running like a dream.
Read Blog